



购买钢制筒仓、粮食烘干机及完整粮食储存系统时应注意哪些问题?
现代化粮食储存系统不仅仅是几个钢制筒仓和一台烘干机。一个设计合理的系统必须能够管理整个流程——从湿粮接收、预清理、烘干、输送、储存、通风、温度控制,一直到最终装车筒仓。
如果粮食烘干机选择错误、通风系统不足或输送系统设计不合理,可能会导致:
-
粮食损坏,
-
发霉和真菌产生,
-
黄曲霉毒素形成,
-
燃料消耗过高,
-
巨大的经济损失。
因此,整个工厂必须被视为一个完整的综合系统。
1. 完整粮食系统的工作流程
现代粮食处理工厂的标准流程如下:
湿粮接收 → 预清理 → 湿粮筒仓 → 粮食烘干机 → 冷却 → 干粮输送 → 储存筒仓 → 通风与温度控制 → 装车筒仓 → 卡车装载
2. 湿粮接收
粮食收获后通常含有较高水分。
例如:
-
玉米:20–35%
-
小麦:14–18%
-
向日葵籽:10–16%
-
大豆:14–20%
粮食通过卡车或拖车运送到工厂。首先进行称重和登记,然后倒入接收坑(Receiving Pit)。
需要检查:
-
水分含量,
-
杂质和异物,
-
破碎粮食,
-
灰尘、秸秆和石块,
-
是否适合烘干。
3. 接收坑(Receiving Pit)
这是粮食第一次卸料的地方。
优质接收坑应具备:
-
大容量,
-
高强度钢格栅,
-
链式输送机或螺旋输送机,
-
防雨保护,
-
易于清洁,
-
方便大型卡车进出。
4. 预清理系统
湿粮不能直接进入烘干机。
其中可能含有:
-
灰尘,
-
秸秆,
-
外壳,
-
石块,
-
破碎粮食。
预清理的作用:
-
提高烘干效率,
-
降低燃料消耗,
-
降低火灾风险,
-
实现均匀烘干。
5. 湿粮筒仓
在连续式烘干系统中,湿粮筒仓非常重要。
它用于烘干前的临时储存。
重要注意事项:
-
粮食不能长时间停留,
-
必须具备通风系统,
-
防止堵塞,
-
容量必须与烘干机匹配,
-
防止过热。
6. 提升机与输送系统
粮食通过以下设备输送:
-
斗式提升机,
-
链式输送机,
-
螺旋输送机,
-
皮带输送机,
-
分配系统,
-
顶部输送系统,
-
底部卸料系统。
所有设备的输送能力必须相互匹配。
7. 粮食烘干机
烘干机是整个系统的核心。
其作用是利用热空气去除粮食中的水分。
优质烘干机应具备:
-
连续流系统,
-
低燃料消耗,
-
均匀烘干,
-
高效空气分布,
-
内置冷却区,
-
自动温度控制,
-
PT100传感器,
-
PLC自动化控制,
-
高性能风机,
-
安全燃烧系统,
-
维护方便,
-
模块化设计。
特别重要的是能够安全烘干含水率30–35%的玉米而不烧焦粮食。
8. 粮食在烘干机内部如何移动?
提升机将粮食送至顶部,然后粮食缓慢向下流动。
分配区
粮食均匀分布。
加热区
热空气去除水分。
稳定区
水分从粮食内部向外部移动。
冷却区
粮食在储存前进行冷却。
卸料系统
干燥后的粮食被控制性排出。
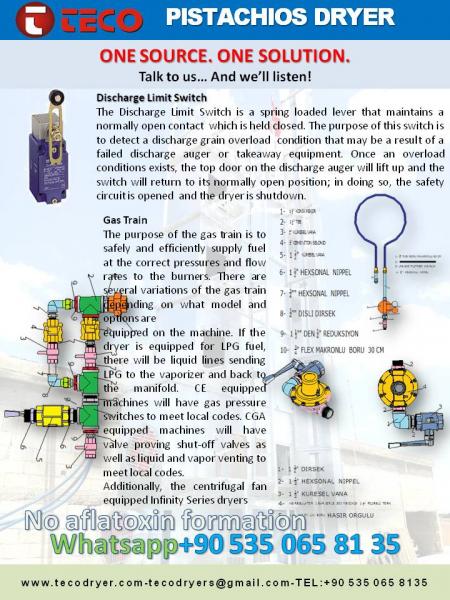
9. 燃料系统
烘干机可以使用:
-
LPG液化气,
-
天然气,
-
LNG液化天然气,
-
柴油。
选择系统时,不应只看设备价格,还应考虑运行成本。
高效系统能够:
-
降低燃气消耗,
-
降低运营成本,
-
提高利润。
10. 自动化与控制系统
现代化工厂必须具备自动化控制。
系统可控制:
-
产品流量,
-
风机,
-
燃烧器,
-
温度,
-
湿度,
-
输送设备,
-
报警系统,
-
安全系统。
11. 干粮输送至储存筒仓
烘干后的粮食通过以下设备输送至筒仓:
-
提升机,
-
链式输送机,
-
分配系统。
12. 钢制筒仓
钢制筒仓可提供长期安全储存。
优质筒仓应具备:
-
高质量镀锌钢板,
-
坚固结构,
-
抗风雪能力,
-
通风系统,
-
温度控制,
-
高效卸料系统。
13. 通风系统
通风系统极其重要。
它有助于:
-
防止过热,
-
平衡湿度,
-
减少霉菌,
-
减少虫害,
-
降低黄曲霉毒素风险。
14. 温度控制
大型筒仓应配备温度监测系统。
温度升高可能意味着:
-
水分过高,
-
存在虫害,
-
开始发霉,
-
通风不足。
15. 筒仓卸料系统
常见设备包括:
-
中央出料口,
-
底部螺旋输送机,
-
链式输送机,
-
提升机,
-
装车筒仓。
16. 装车筒仓
装车筒仓可实现快速装车。
优势:
-
减少等待时间,
-
提高装车速度,
-
优化物流效率。
17. 购买前的重要问题
买家应考虑:
-
每天处理多少吨粮食?
-
处理哪种粮食品种?
-
初始含水率是多少?
-
最终目标含水率是多少?
-
需要多大容量的烘干机?
-
是否需要湿粮筒仓?
-
需要多少储存容量?
-
通风是否充足?
-
是否有温度控制系统?
-
是否提供备件?
-
是否有技术支持?
18. 完整系统中的主要设备
-
接收坑
-
斗式提升机
-
链式输送机
-
螺旋输送机
-
预清理设备
-
湿粮筒仓
-
粮食烘干机
-
燃烧器
-
风机
-
自动化控制柜
-
干粮输送系统
-
钢制筒仓
-
通风系统
-
温度传感器
-
卸料系统
-
装车筒仓
-
电气与自动化系统
-
平台与梯子
19. 总结
成功的粮食储存系统不仅依赖大型设备,更依赖于所有系统之间的完美协同。
从湿粮进入工厂到最终得到安全、干燥的产品,每一个步骤都必须正确设计。
优秀的系统能够:
-
保持产品质量,
-
节省燃料,
-
降低成本,
-
提供安全储存,
-
降低黄曲霉毒素风险,
-
提高盈利能力。
TECO PAZARLAMA
☎️ +90 535 065 81 35
🌐 www.tecodryer.com
购买钢制筒仓、粮食烘干机及完整粮食储存系统时应注意哪些问题?
现代化粮食储存系统不仅仅是几个钢制筒仓和一台烘干机。一个设计合理的系统必须能够管理整个流程——从湿粮接收、预清理、烘干、输送、储存、通风、温度控制,一直到最终装车筒仓。
如果粮食烘干机选择错误、通风系统不足或输送系统设计不合理,可能会导致:
-
粮食损坏,
-
发霉和真菌产生,
-
黄曲霉毒素形成,
-
燃料消耗过高,
-
巨大的经济损失。
因此,整个工厂必须被视为一个完整的综合系统。
1. 完整粮食系统的工作流程
现代粮食处理工厂的标准流程如下:
湿粮接收 → 预清理 → 湿粮筒仓 → 粮食烘干机 → 冷却 → 干粮输送 → 储存筒仓 → 通风与温度控制 → 装车筒仓 → 卡车装载
2. 湿粮接收
粮食收获后通常含有较高水分。
例如:
-
玉米:20–35%
-
小麦:14–18%
-
向日葵籽:10–16%
-
大豆:14–20%
粮食通过卡车或拖车运送到工厂。首先进行称重和登记,然后倒入接收坑(Receiving Pit)。
需要检查:
-
水分含量,
-
杂质和异物,
-
破碎粮食,
-
灰尘、秸秆和石块,
-
是否适合烘干。
3. 接收坑(Receiving Pit)
这是粮食第一次卸料的地方。
优质接收坑应具备:
-
大容量,
-
高强度钢格栅,
-
链式输送机或螺旋输送机,
-
防雨保护,
-
易于清洁,
-
方便大型卡车进出。
4. 预清理系统
湿粮不能直接进入烘干机。
其中可能含有:
-
灰尘,
-
秸秆,
-
外壳,
-
石块,
-
破碎粮食。
预清理的作用:
-
提高烘干效率,
-
降低燃料消耗,
-
降低火灾风险,
-
实现均匀烘干。
5. 湿粮筒仓
在连续式烘干系统中,湿粮筒仓非常重要。
它用于烘干前的临时储存。
重要注意事项:
-
粮食不能长时间停留,
-
必须具备通风系统,
-
防止堵塞,
-
容量必须与烘干机匹配,
-
防止过热。
6. 提升机与输送系统
粮食通过以下设备输送:
-
斗式提升机,
-
链式输送机,
-
螺旋输送机,
-
皮带输送机,
-
分配系统,
-
顶部输送系统,
-
底部卸料系统。
所有设备的输送能力必须相互匹配。
7. 粮食烘干机
烘干机是整个系统的核心。
其作用是利用热空气去除粮食中的水分。
优质烘干机应具备:
-
连续流系统,
-
低燃料消耗,
-
均匀烘干,
-
高效空气分布,
-
内置冷却区,
-
自动温度控制,
-
PT100传感器,
-
PLC自动化控制,
-
高性能风机,
-
安全燃烧系统,
-
维护方便,
-
模块化设计。
特别重要的是能够安全烘干含水率30–35%的玉米而不烧焦粮食。
8. 粮食在烘干机内部如何移动?
提升机将粮食送至顶部,然后粮食缓慢向下流动。
分配区
粮食均匀分布。
加热区
热空气去除水分。
稳定区
水分从粮食内部向外部移动。
冷却区
粮食在储存前进行冷却。
卸料系统
干燥后的粮食被控制性排出。
9. 燃料系统
烘干机可以使用:
-
LPG液化气,
-
天然气,
-
LNG液化天然气,
-
柴油。
选择系统时,不应只看设备价格,还应考虑运行成本。
高效系统能够:
-
降低燃气消耗,
-
降低运营成本,
-
提高利润。
10. 自动化与控制系统
现代化工厂必须具备自动化控制。
系统可控制:
-
产品流量,
-
风机,
-
燃烧器,
-
温度,
-
湿度,
-
输送设备,
-
报警系统,
-
安全系统。
11. 干粮输送至储存筒仓
烘干后的粮食通过以下设备输送至筒仓:
-
提升机,
-
链式输送机,
-
分配系统。
12. 钢制筒仓
钢制筒仓可提供长期安全储存。
优质筒仓应具备:
-
高质量镀锌钢板,
-
坚固结构,
-
抗风雪能力,
-
通风系统,
-
温度控制,
-
高效卸料系统。
13. 通风系统
通风系统极其重要。
它有助于:
-
防止过热,
-
平衡湿度,
-
减少霉菌,
-
减少虫害,
-
降低黄曲霉毒素风险。
14. 温度控制
大型筒仓应配备温度监测系统。
温度升高可能意味着:
-
水分过高,
-
存在虫害,
-
开始发霉,
-
通风不足。
15. 筒仓卸料系统
常见设备包括:
-
中央出料口,
-
底部螺旋输送机,
-
链式输送机,
-
提升机,
-
装车筒仓。
16. 装车筒仓
装车筒仓可实现快速装车。
优势:
-
减少等待时间,
-
提高装车速度,
-
优化物流效率。
17. 购买前的重要问题
买家应考虑:
-
每天处理多少吨粮食?
-
处理哪种粮食品种?
-
初始含水率是多少?
-
最终目标含水率是多少?
-
需要多大容量的烘干机?
-
是否需要湿粮筒仓?
-
需要多少储存容量?
-
通风是否充足?
-
是否有温度控制系统?
-
是否提供备件?
-
是否有技术支持?
18. 完整系统中的主要设备
-
接收坑
-
斗式提升机
-
链式输送机
-
螺旋输送机
-
预清理设备
-
湿粮筒仓
-
粮食烘干机
-
燃烧器
-
风机
-
自动化控制柜
-
干粮输送系统
-
钢制筒仓
-
通风系统
-
温度传感器
-
卸料系统
-
装车筒仓
-
电气与自动化系统
-
平台与梯子
19. 总结
成功的粮食储存系统不仅依赖大型设备,更依赖于所有系统之间的完美协同。
从湿粮进入工厂到最终得到安全、干燥的产品,每一个步骤都必须正确设计。
优秀的系统能够:
-
保持产品质量,
-
节省燃料,
-
降低成本,
-
提供安全储存,
-
降低黄曲霉毒素风险,
-
提高盈利能力。
TECO PAZARLAMA
☎️ +90 535 065 81 35
🌐 www.tecodryer.com